Interconnected Pilot Lines
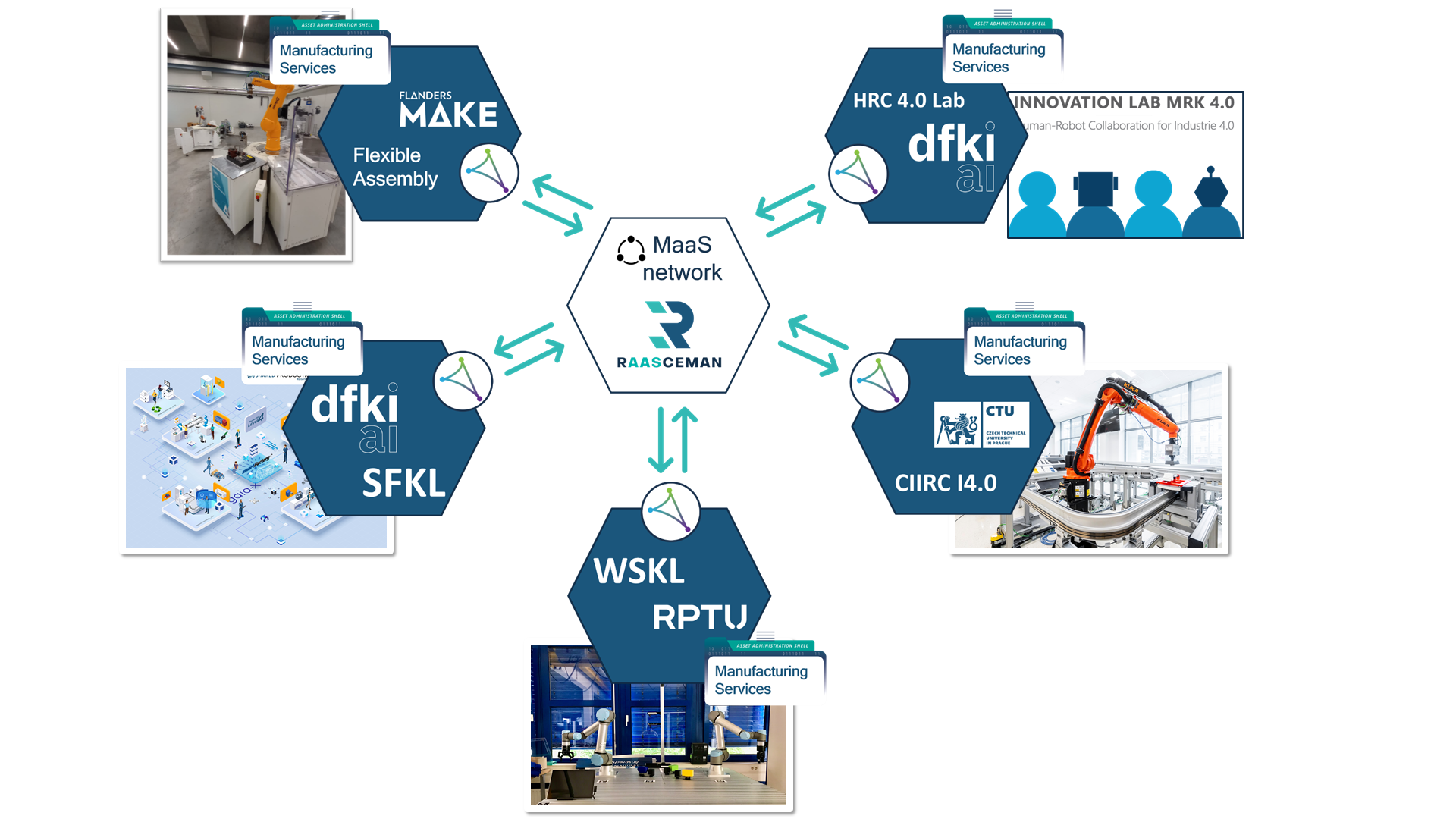
Interconnected Pilot Lines Use Case demonstrating a European MaaS Network of Testbeds
The experimental industrial facilities managed by partners DFKI, Flanders Make, CIIRC CTU and RPTU will be connected to a European MaaS network of testbeds, combining three demonstrator environments of research partners and two industrially relevant large-scale pilot cases (demonstrating TRL 6) from different industrial sectors (bike and automotive).
The interconnected pilot lines serve to develop and integrate the RAASCEMAN platform and tools before deployment in industrial use cases. They enable dynamic replanning across a connected supply chain and support a MaaS network to identify alternative or remanufacturing-capable suppliers.
The interconnected pilot lines are used to test and integrate the individual solution modules of the project. In addition, the requirements from the industrial use cases will be taken into account based on an experimental product that will be manufactured across the pilot lines. The interconnected pilot line allows the testing of all concepts before they are rolled out to the industrial use cases up to TRL 5.
Germany (DFKI & RPTU)
DFKI testbed for Human-Robot-Collaboration in I4.0 (MRK 4.0 Lab)
A testbed for intelligent Human-Robot Collaboration in cyber-physical production environments. It provides a highly flexible environment for testing real-time production planning, human-centered automation, and seamless integration of cyber-physical systems in Industry 4.0 scenarios. It offers flexible assembly and disassembly of small series, intralogistics with mobile robots and drones, and mixed-reality production assistance. Operated by the Cognitive Assistants department at DFKI, it is part of the Power4Production center and connected to the RICAIP network.
DFKI SmartFactory-KL
A modular, manufacturer-independent testbed operated by DFKI’s Innovative Factory Systems department. As a pioneer of the first Industry 4.0 pilot line, SmartFactory-KL integrates advanced technologies for flexible, autonomous, and distributed manufacturing. It supports small-scale assembly and disassembly, camera-based process monitoring, product quality inspection, and 3D-printing. The platform explores GAIA-X-compatible architectures for secure industrial data spaces. It serves as a key demonstrator for the next level of autonomous “Production Level 4.”.
RPTU Testbed
A robotics-focused testbed at RPTU designed for flexible assembly and disassembly using industrial robots. It supports high-performance, real-time control through advanced software environments and computing infrastructure. The testbed allows experimentation with novel control algorithms, enabling dynamic reconfiguration and intelligent robot behaviors. It also includes capabilities for studying safe and effective human-machine interaction, with potential extensions for operator assistance and collaborative tasks. This makes it ideal for validating both the technical and human-centered aspects of the RAASCEMAN system in realistic production settings.
Czech Republic (CIIRC CTU)
RICAIP Testbed Prague, CIIRC CTU
Part of the Czech-German RICAIP Centre of Excellence, RICAIP Testbed Prague at CIIRC CTU focuses on distributed manufacturing using multi-agent systems, digital twins, and flexible robotic lines. It serves as a living lab for “test before invest” and testing end-to-end smart manufacturing workflows, combining advanced robotics, AI-driven planning, and seamless human-machine cooperation within a private 5G-enabled environment.It supports automated and HRC-enabled assembly, image-based part localization, quality inspection, and real-time IoT data acquisition across all production assets.
Belgium (Flanders Make)
FM Infraflex Lab for flexible assembly
A modular, reconfigurable assembly cell system for testing flexible and hybrid human‑robot assembly workflows. Infraflex enables rapid scenario modeling, skill-based robotic programming, pick-to-light and digital work instructions. It supports real-time recipe-driven assembly, dynamic task switching, virtual/physical production integration, and extensive data capture for AI-driven optimization.
FM Joining & Materials Lab
An advanced, climate‑controlled facility for validating mechanical and adhesive joining processes. It handles large components up to 1.5 m, tests bonds under variable temperature and humidity (10 °C–40 °C, 10–85 % RH), and conducts accelerated durability testing. Automation is supported via industrial and collaborative robots to boost bonding precision and reproducibility, aligned with Industrie 4.0 goals.
FM Vision & Quality Inspection Lab
This lab provides advanced vision systems and image processing services for monitoring manufacturing processes and inspecting products. Capabilities range from melt pool monitoring and in-line quality prediction in metal 3D printing, to assembly process monitoring, AR-based work instructions, and part metrology including surface anomaly detection. The lab is connected to a multi-stakeholder IIoT platform based on Microsoft Azure, enabling cloud computing, machine learning, dashboarding, data sharing, and remote services such as scheduling and quality control.
Use Case Description
The interconnected pilot line use case brings together testbeds from DFKI, Flanders Make, CTU, and RPTU to validate RAASCEMAN technologies in a controlled environment. Each testbed will be fully integrated with the RAASCEMAN system and offer manufacturing services for a jointly developed demonstrator product, based on and extending the current model product. By offering similar services (e.g. assembly/disassembly for different product sizes), the pilot lines enable flexible, MaaS-based production across multiple providers.
The RAASCEMAN data platform will connect all testbeds to simulate and evaluate supply chain resilience. Scenarios will include unexpected disruptions along a chain involving CIIRC I4.0 Testbed, MRK 4.0 Lab, and Flanders Make’s Joining and Materials Labs. Alternative sourcing will be tested: in one case, 3D-printed parts from DFKI and RPTU; in another, remanufactured drives provided by RPTU and Flanders Make’s Infraflex testbed. These tests ensure RAASCEMAN’s tools and platform are robust and ready for deployment in the industrial use cases.
This use case will not limited by practical barriers like the bike and automotive pilots, and it will cover all components of the RAASCEMAN system, thus covering all five challenges.
Unforeseen events
- Material shortage: Inability of the production’s internal facilities to produce the required quantity and quality on time.
- Supplier cannot deliver (temporarily): An external event caused by the failure of the supplier to deliver on time, or it may be a logistics delay.
- Production module break down: Any unplanned stoppage of the production equipment.
Goals of the use case
- A common model of a service: To ensure interoperability between all the participants in the MaaS network they must share a common understanding and description of services e.g., in form of ontologies, AAS submodels, etc.
- Common interaction and negotiation rules (protocols): To ensure interoperability between all the participants in the MaaS network, they must comply with the interaction and negotiation rules.
- Common connecting technologies: There should be a common set of technologies to physically connect to the Maas network (e.g., EDC).
- Find suitable service providers (capabilities matching): To enable dynamic creation of supply chains, the required and the provided services (production capabilities) must be automatically and reliably compared to each other.
- Ensure trust between network participants: The MaaS network must provide an instrument to check and audit the participants to ensure trust.
- Reducing the barrier to enter the MaaS network: Offering aids that make it easier for companies to bring their offers into a compliant form.
- Provide all necessary information for a human worker for decision support for on-time delivery: Provision of realistic and user-friendly instructions to operators, adapted to the setup of the process, the operator’s skills, and the shopfloor environment.